ECONOMIE d’ENERGIES sur les machines d’emballage FARBAL
Au-delà du domaine financier, la consommation d’énergies a un impact direct quotidiennement sur l’environnement.
Dans ces conditions et dans le but d’obtenir des machines Farbal moins énergivores sans affecter leur performance, Farbal a élaboré une nouvelle programmation en mode économique de mise en chauffe qui concerne la barre de soudure et le tunnel de rétraction (ce dernier bénéficiant d’une isolation complète tout autour de l’étuve avec de la laine minérale très performante, offrant ainsi un rendement énergétique très élevé avec un minimum de perte calorifique).
Deux modes de mise en chauffe sont aujourd’hui possibles sur les machines FARBAL : 1/ Le mode Standard. 2/ Le mode économique (ECO). La sélection de ces modes s’effectue à partir de la page HMI via bouton poussoir avec/sans ECO chauffe TUNNEL
(voir ci-dessous en bas de la copie d’écran).
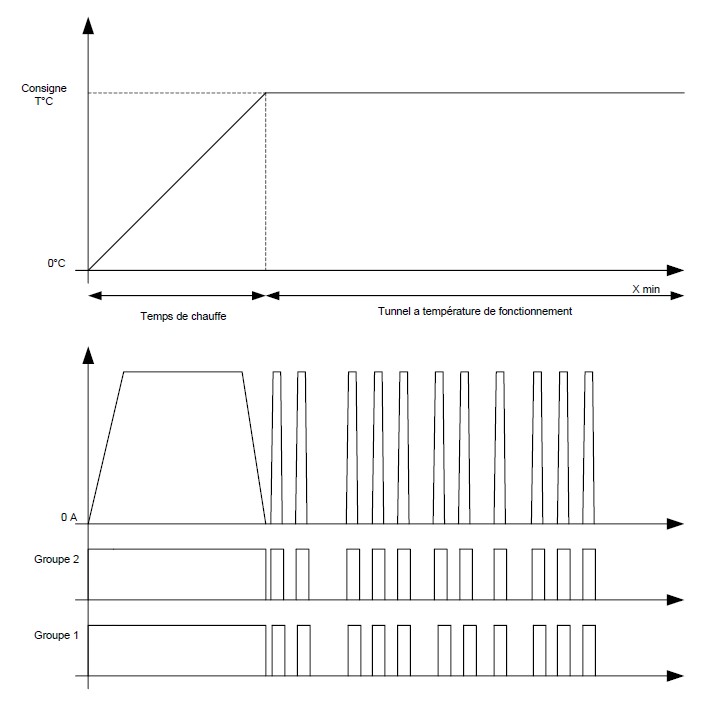
1/ Le mode Standard
A la mise en chauffe de la barre de soudure et du tunnel, tous les contacteurs sont enclenchés en même temps. Le temps de chauffe du tunnel est estimé à environ 30 minutes, avec un pic d’intensité au maximum de la valeur nominal. Ex. : pour un tunnel d’une puissance de 60kW (nominal 90A), l’intensité max sera de 90A. Consommation moyenne de 60kW/h pendant le temps de montée en température. Consommation moyenne de 40kW/h pendant le mode emballage.
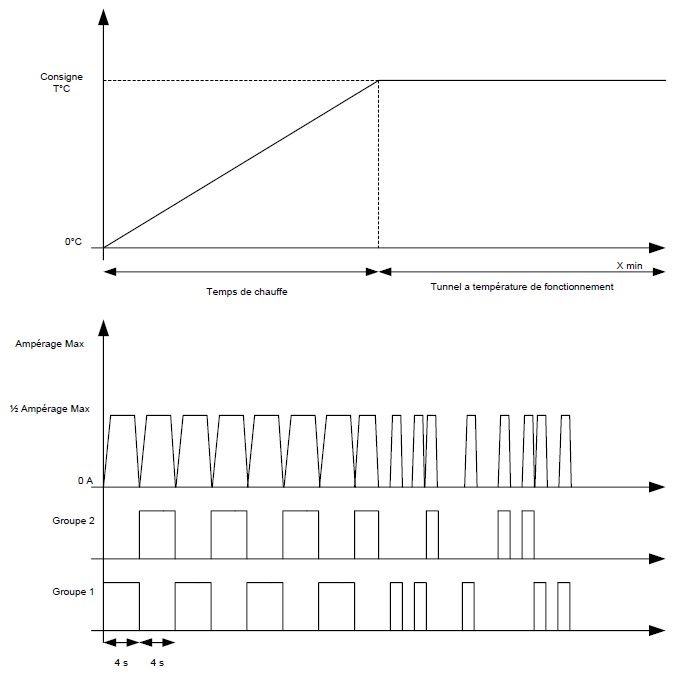
2/ Le mode Economique
A la mise en chauffe de la barre de soudure et du tunnel, tous les contacteurs sont enclenchés à tour de rôle dans le but de limiter le pic d’intensité. Le temps de chauffe est plus long mais le pic d’intensité est limité à la moitié du pic d’intensité nominal. Le temps de chauffe du tunnel est alors estimé à environ 45-50 minutes. Pendant les phases de montée en température ou en cas d’absence de production depuis un temps programmé, les turbines et la vitesse des convoyeurs sont aussi ralenties afin de limiter la consommation d’énergie. Ex. : pour un tunnel d’une puissance de 60kW (nominal 90A), l’intensité max sera de 45A. Consommation moyenne de 30kW/h pendant le temps montée en température. Consommation moyenne de 30kW/h pendant le mode emballage.
N.B. : cette programmation est optimisée avec une machine Farbal bien entretenue/maintenue et fonctionnant dans un environnement adéquat (sans courant d’air et à température normal).